Автомобильная ось
Оси для колес по обе стороны от шасси (ходовой части) в совокупности называются автомобильными осями. Часть оси, обеспечивающую возможность движения, называют мостом. Основное различие между ними заключается в наличии привода в середине оси (моста).

Автомобильная ось с приводным механизмом называется мостом, а ось без привода — автомобильной осью.

Классификация автомобильных осей
Оси различаются в зависимости от типа тормоза и делятся на: оси с дисковыми тормозами, оси с барабанными тормозами и другие.
В зависимости от диаметра вала они делятся на: американскую ось, немецкую ось и т. д.
По форме и строению оси делят на: сплошную квадратную трубчатую ось, полую квадратную трубчатую ось и полую круглую ось.
Разъемный корпус: головка вала + сварка полого вала.
Технологическое оборудование выбирается в соответствии с необходимым процессом обработки сплошных или полых осей.
Ниже приводится анализ производственного процесса оси в сборе (разделенной на сплошную и полую, квадратную и круглую) и оси (сплошная и полая головка вала + сварка полого вала). Анализ процесса обработки необходим для выбора наиболее подходящего типа станка.
Производственный процесс
1. Стандартный процесс производства оси
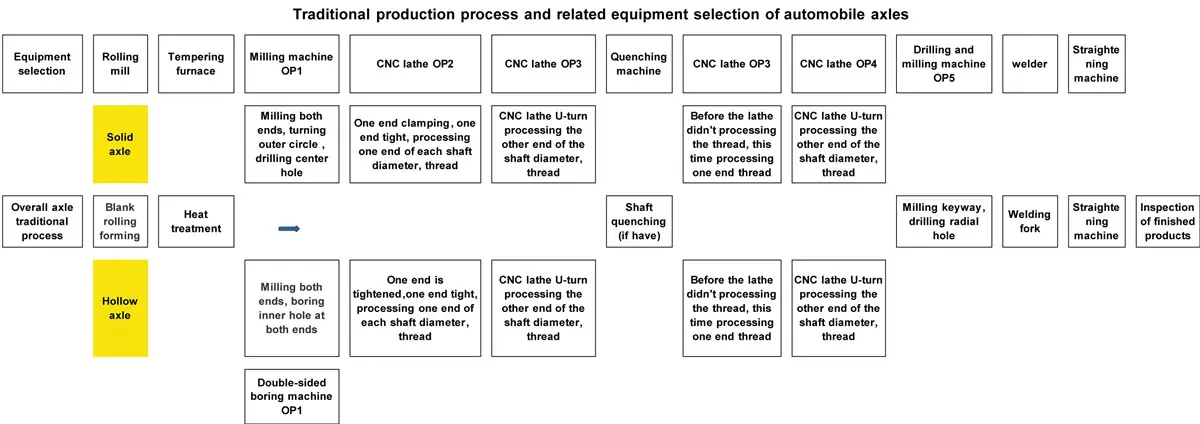
Исходя из вышеприведенного процесса производства, для завершения обработки оси требуется как минимум три типа станков: фрезерный станок или двухсторонний сверлильный станок, токарный станок с ЧПУ, сверлильно-фрезерный станок, токарный станок с ЧПУ необходимо развернуть (некоторые клиенты выбирают двухсторонний токарный станок с ЧПУ). Если вал закален, он обрабатывается после закалки; в ином случае вал обрабатывается на станках OP2 и OP3, а обработка на станках OP4 и OP5 пропускается.
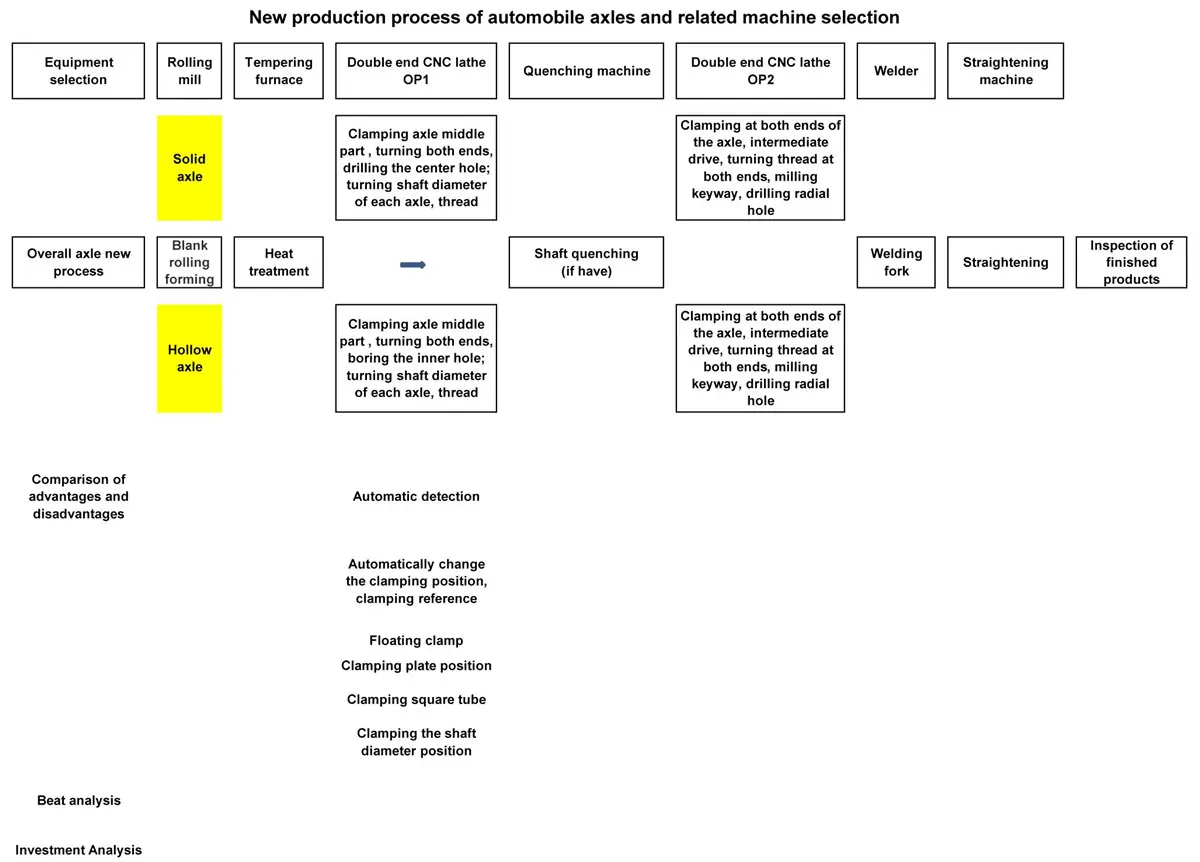
Для обработки в новом производственном процессе используется фрезерный станок (цельная ось) или двухсторонний сверлильный станок (полая ось) и токарный станок с ЧПУ, традиционное фрезерование OP1, последовательность точения OP2, OP3. Процесс сверления и фрезерования OP5 может выполняться одним двухсторонним токарным станком с ЧПУ OP1.
При обработке сплошных осей, где не требуется закалка вала, все операции могут быть выполнены за один цикл, включая фрезерование шпоночных канавок и сверление радиальных отверстий. При обработке полых осей, где не требуется закалка вала, можно выполнить стандарт автоматического преобразования зажима, а обработку можно осуществить одним станком.
Выбор двухсторонних токарных станков с ЧПУ для обработки автомобильных осей значительно сокращает процесс обработки, а также тип и количество необходимых для рабочего процесса станков.
2. Процесс производства разъемной оси
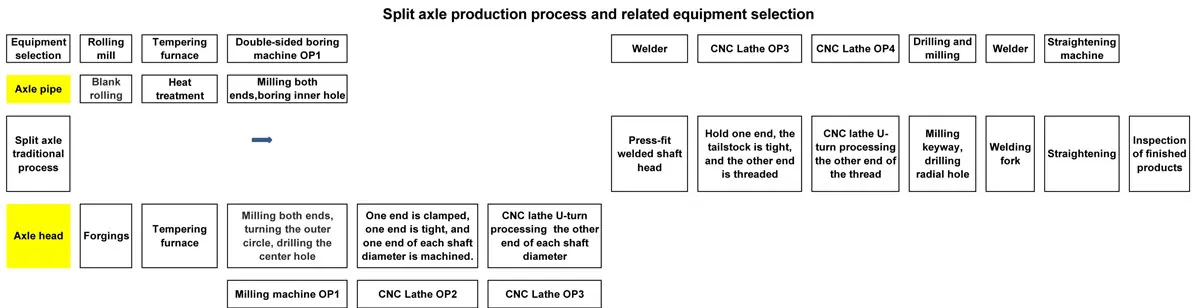
Исходя из приведенного выше процесса двухсторонний токарный станок с ЧПУ идеально подходит для обработки оси перед сваркой и после нее. Одновременная обработка с обоих концов осуществляется с высокой эффективностью и точностью. При необходимости обработки шпоночных пазов и радиальных отверстий на обоих концах оси, станок можно оснастить держателем инструмента.
3. Преимущества и особенности станка
1) Повышение эффективности производственного процесса благодаря концентрации и технологии одновременной обработки, сокращению времени зажима заготовки и времени вспомогательной обработки.
2) Однократный зажим и технология одновременной обработки на обоих концах оси улучшает показатели точности и соосности.
3) Сокращение производственного процесса, сокращение оборота деталей на производственной линии, повышение ее эффективности, а также содействие улучшению организации и управления производством.
4) Благодаря использованию высокопроизводительного технологического оборудования станок может быть оснащен загрузочно-разгрузочными устройствами и устройствами хранения для достижения полной автоматизации производства и снижения трудозатрат.
5) Надежный зажим заготовки в промежуточном положении и достаточный для резки крутящий момент позволяют выполнять большой объем токарных работ.
6) Станок может быть оснащен автоматическим устройством обнаружения, обеспечивающим равномерную толщину полой оси после обработки.
После завершения обработки внутренних отверстий на обоих концах полой оси двухсторонний токарный станок автоматически переключает режим зажима: два конца используются для затягивания заготовки, а средний привод перемещает заготовку для передачи крутящего момента.
7) Передняя бабка со встроенным гидравлическим зажимом перемещается по направлению Z станка. По необходимости положение можно удерживать в середине квадратной трубы (круглой трубы), нижней пластине и диаметре вала оси.
4. Заключение
Таким образом, двухсторонние токарные станки для обработки автомобильных осей с ЧПУ имеют значительные преимущества по сравнению с традиционными моделями. Передовые технологии позволяют существенно повысить эффективность производственного процесса.

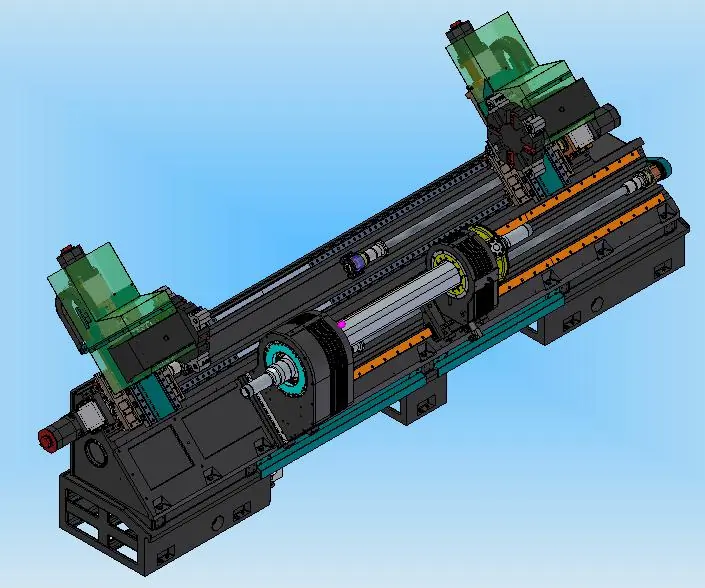
Двухсторонний токарный станок с ЧПУ
Диапазон обработки оси: ∮50-200 мм, 50-150 мм, длина обработки: 1000-2800 мм
Конструкция и особенности оборудования
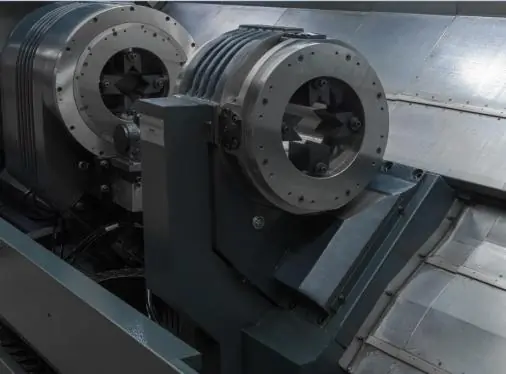
Наклонная станина станка расположена под углом 45°, что обеспечивает хорошую жесткость и упрощает удаление стружки с поверхности обработки. Передняя бабка с функцией зажима расположена в середине станины, а держатели инструмента находятся по обе стороны от шпиндельной коробки. Минимальная длина зажима составляет 1200 мм, а максимальная длина обработки — 2800 мм. Перемещение осуществляется при помощи направляющих и ШВП, напрямую соединенных эластичной муфтой, благодаря чему обеспечивается низкий уровень шума, высокая точность позиционирования и точность повторного позиционирования.
- Станок оснащен двухканальной системой управления. Два держателя инструмента могут быть соединены со шпинделем одновременно или по отдельности для выполнения необходимой обработки двух концов детали.
- Станок имеет две передние бабки. Основная бабка закреплена посередине станины, серводвигатель подает питание на главный вал через зубчатый ремень. Коробка вспомогательного шпинделя установлена на нижней направляющей станка, соосно с главной шпиндельной коробкой, и может перемещаться в осевом направлении для облегчения загрузки и разгрузки заготовок, благодаря чему удобно регулировать различные положения зажимов. При обработке деталей основание вспомогательного шпинделя фиксируется на направляющей станины. Соосная точность двух передних бабок обеспечивается производственным процессом, что приводит к более высокой степени концентричности обрабатываемых деталей.
Компактная и надежная конструкция бабка объединяет шпиндельную систему, фиксатор и систему распределения смазки. Конкретный диаметр зажима и ширина бабки определяются в соответствии с потребностями клиента.
Основная передняя бабка замедляется двумя ступенями ремня и шестерни, что обеспечивает достаточный крутящий момент шпинделя. Для осуществления зажима заготовки механизм устанавливается на левом конце основной передней бабки и правом конце дополнительной передней бабки соответственно. Когда основная передняя бабка приводит заготовку во вращение, зажимные части вспомогательной бабки вращаются вместе с основной.
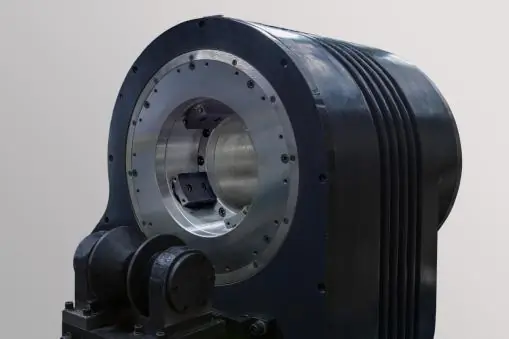
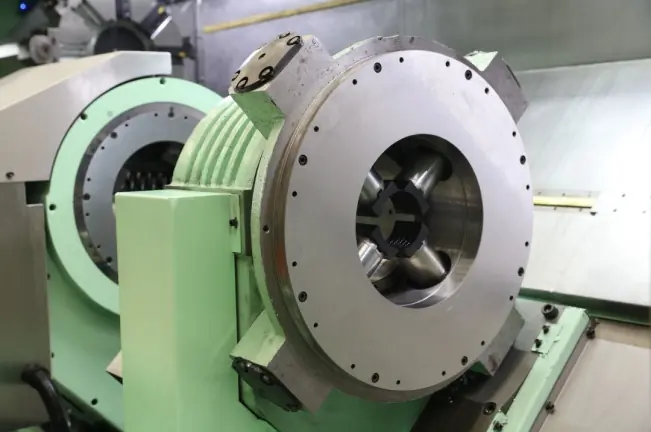
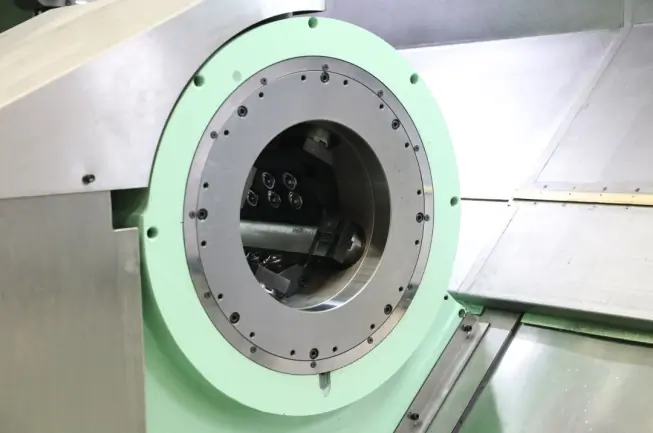
Приспособление оснащено тремя радиальными цилиндрами (четыре радиальных цилиндра, если зажимается круглый и квадратный материал), поршень совершает возвратно-поступательные движения под действием гидравлического давления, а на конце поршня устанавливаются захваты для самоцентрирования заготовки.
При смене заготовки можно легко и быстро заменять захваты. Сила зажима регулируется давлением в гидравлической системе. Во время обработки заготовки зажим вращается вместе с главным валом, и распределительная система подает смазку на зажим для обеспечения достаточной силы зажатия во время вращения. Преимуществами зажима являются большая сила зажима и большой ход захвата.
Для обеспечения равномерной толщины стенок после обработки полых осей, станок может быть оснащен автоматическим устройством контроля обрабатываемых заготовок. После зажатия оси происходит автоматическое измерение заготовки датчиком.

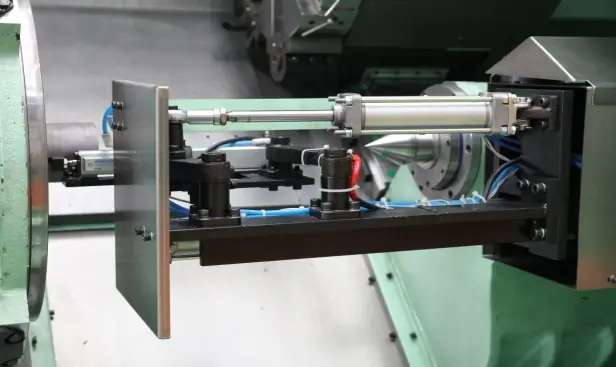
Если в процессе обработки полых осей положение подшипника используется в качестве точки зажима, то можно переключиться на автоматический зажим и фиксацию. Программируемая задняя бабка устанавливается с обеих сторон главной и вспомогательной шпиндельных головок в соответствии с требованиями процесса. Предполагается, что станок будет выполнять одновременную обработку двух позиций.
- Левый и правый держатели инструмента могут быть оснащены обычными поворотными держателями инструмента или силовыми револьверными головками, что позволяет выполнять сверление и фрезерование заготовок.
- Станок имеет полную кабинетную защиту и оснащен автоматическим устройством смазки и устройством удаления стружки (в передней части).