



Двухсторонний токарный станок с центральным приводом с ЧПУ — это высокоэффективное и высокоточное передовое производственное оборудование, предназначенное для одновременной обработки наружных поверхностей окружностей, торцевых поверхностей и внутренних поверхностей отверстий с обоих концов заготовки.
Типовые детали
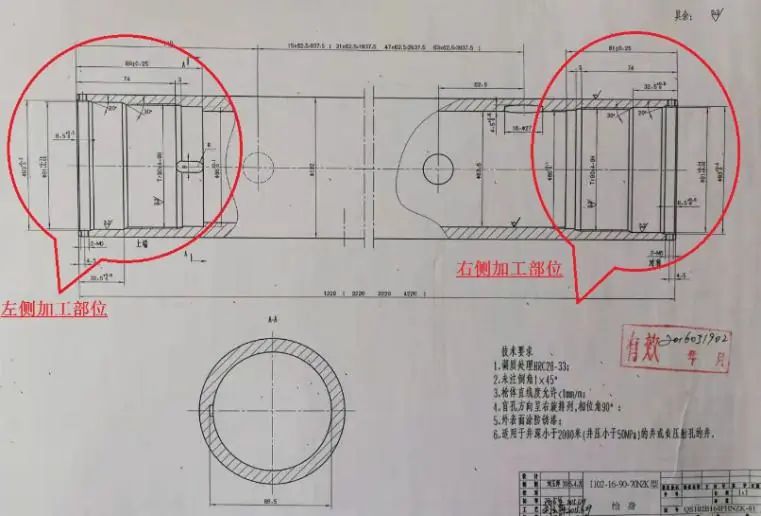
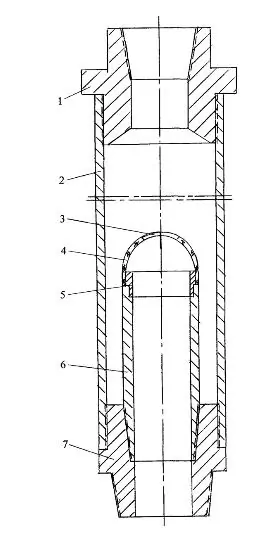
Конструкция перфоратора: основными компонентами являются корпус, головка, хвостовик, пусковое устройство, центральный шарнир, уплотнительное кольцо и фиксатор патрона.
Основные эксплуатационные требования. Главной характеристикой перфоратора является его механическая прочность. Только при соблюдении механических свойств можно обеспечить безопасность при эксплуатации кумулятивного перфоратора для скважин.



Печатный цилиндр

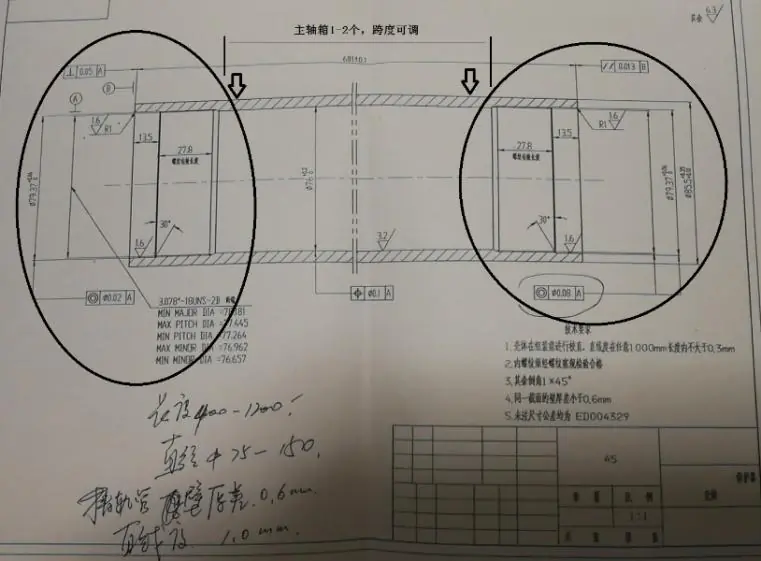
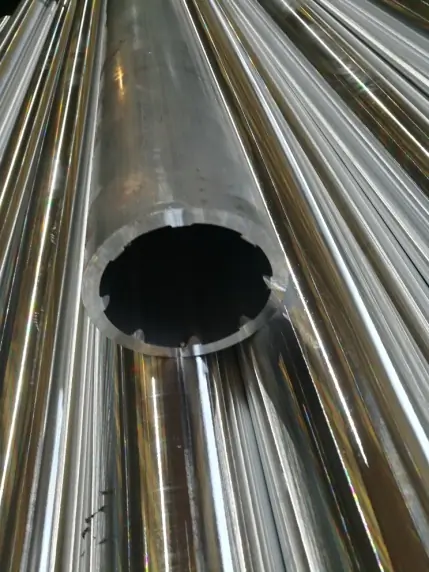
Этот тип деталей имеет одну общую черту: тонкостенные трубы, сформированные прокаткой или вращением, проходят обработку с обоих сторон: обработка внутренних поверхностей отверстий, наружной поверхности окружности, нарезание резьбы, обработка внутренней и наружной кромки.
Технологический процесс
Стандартная технология обработки
Традиционная технология обработки подразумевает, что одна часть токарного станка зажимает заготовку, а другая выполняет обработку внутренней поверхности отверстия, после чего используется центральная рама и осуществляется чистовая обработка отверстия и торцевой поверхности одной из сторон, а также токарная обработка наружной поверхности окружности (при необходимости). Если соосность внутренних поверхностей отверстий с разных сторон заготовки немного выше, процесс обработки может повторяться несколько раз.
Технология обработки на двухстороннем токарном станке с ЧПУ
Данный способ подразумевает обработку вышеупомянутой заготовки за один цикл, при этом обе стороны обрабатываются одновременно, что не только уменьшает количество необходимого инструмента, но и сокращает длительность процесса и количество используемого материала, а также значительно повышает эффективность производства. Соосность заготовки обеспечивается благодаря одновременной обработке двух концов заготовки.
Примечание: для зажима заготовки используется одна или две передние бабки в зависимости от длины заготовки. Диаметр и ширина зажима определяются в зависимости от диаметра и длины заготовки. Две вращающиеся револьверные головки на 8/12 позиций выполняют одновременную обработку торцевых поверхностей, внутренних поверхностей отверстий и наружной поверхности окружности с обоих сторон заготовки. Станок способен выполнять обработку сложной заготовки за один цикл благодаря возможности установки достаточного количества инструмента.
Корпуса цилиндрических деталей, обрабатываемые на двухсторонних токарных станках с ЧПУ
① Модель SCK208S (с двумя шпинделями) предназначена для обработки цилиндров печатного оборудования.
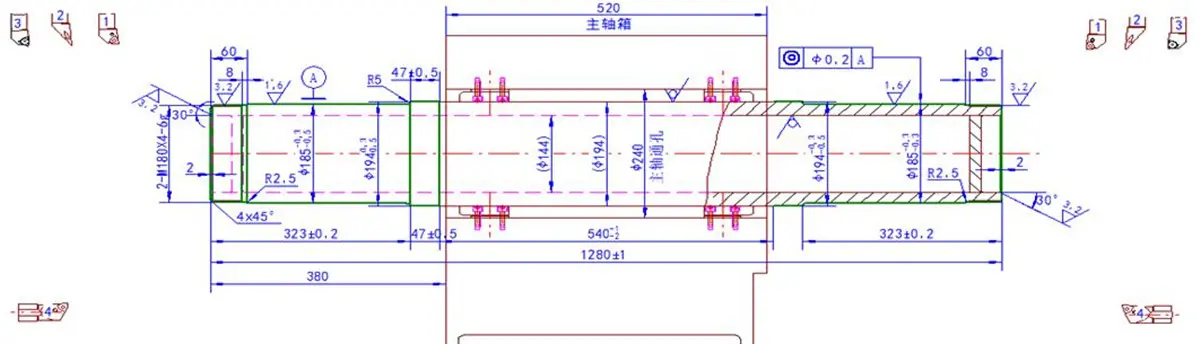
② Модель SCK309S (с одной передней бабкой) предназначена для обработки центральных осей автомобилей.
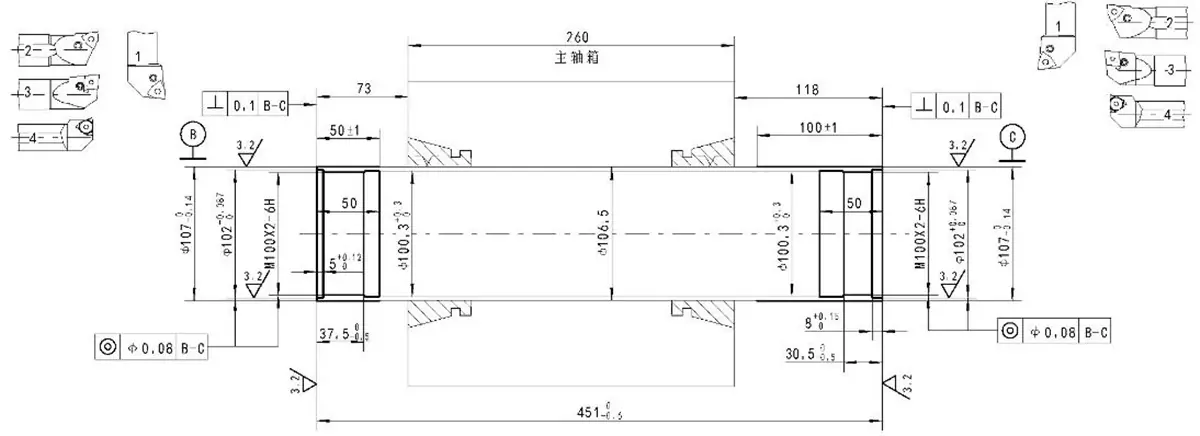
③ Модель SCK105S предназначена для обработки тонкостенных труб для военных нужд.
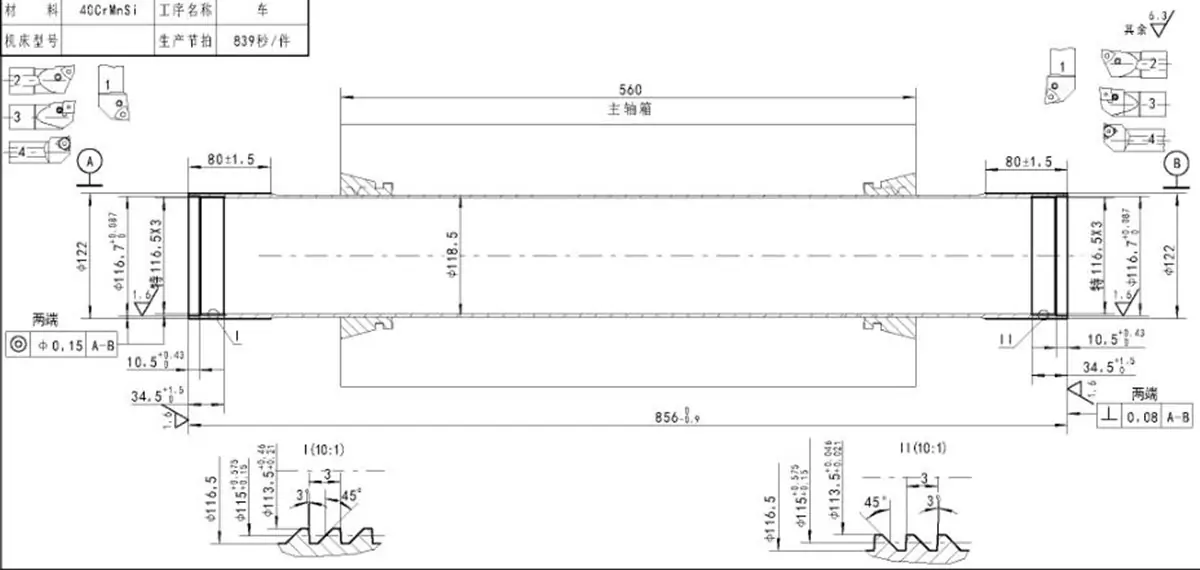
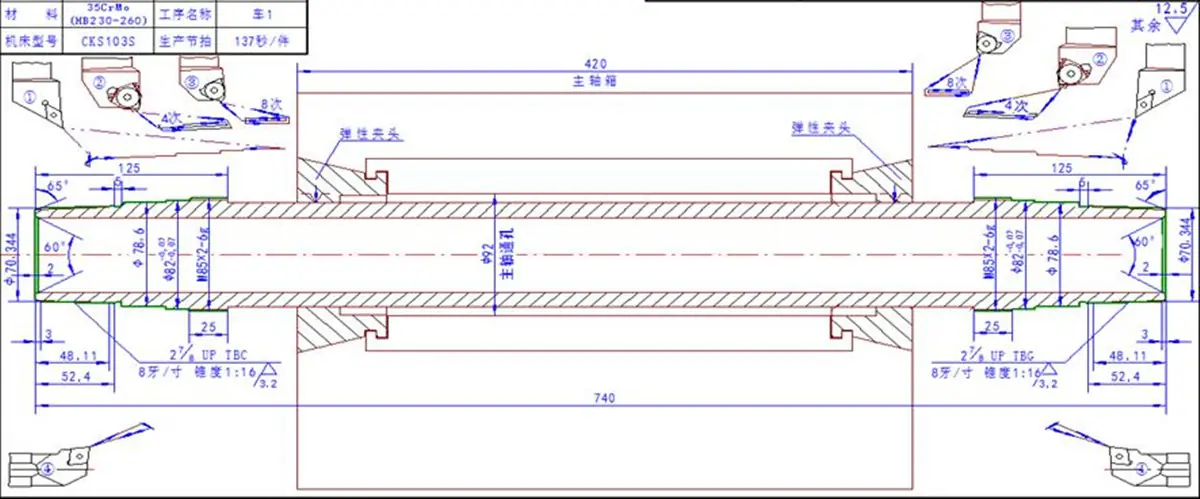
④ Модель SCK103S предназначена для обработки тонкостенных труб для военных нужд.
⑤ Модель SCK105S предназначена для обработки труб нефтяного оборудования.
Двухсторонний токарный станок серии SCK с ЧПУ

Специальный двухсторонний токарный станок с ЧПУ — это высокоэффективное и высокоточное передовое производственное оборудование. Предназначен для одновременной обработки наружных поверхностей окружностей, торцевых поверхностей и внутренних поверхностей отверстий с обоих сторон заготовки.
В настоящее время существует более 10 типов моделей данной серии. Диаметр зажима: φ5-φ250 мм, длина обработки: 140-3000 мм; для обработки трубных заготовок диаметр зажима может составлять до φ400 мм.
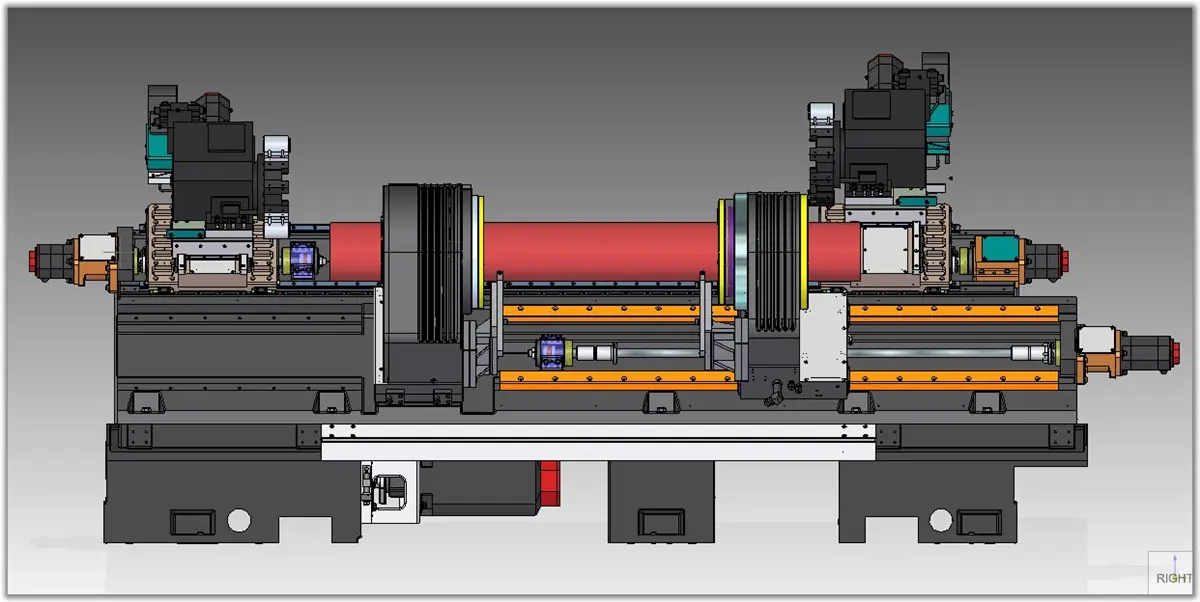
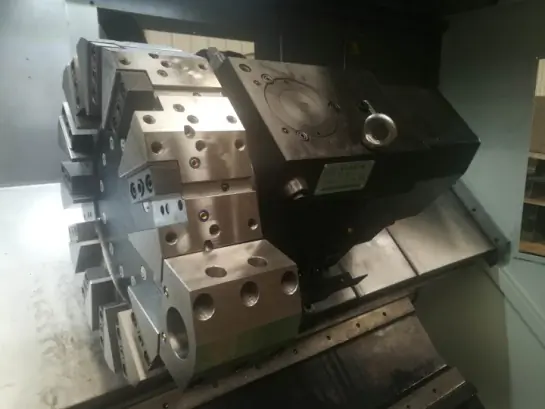
В станке используется наклонная станина высокой жесткости длиной 450 мм, благодаря которой стружка легко удаляется с поверхности заготовки. Шпиндельная коробка с промежуточным приводом и функцией зажима установлена посередине станины, а держатели инструментов расположены по обе стороны от шпиндельной коробки.
Станок оснащен двухканальной системой управления, а резцедержатели могут быть связаны со шпинделем одновременно или по отдельности для выполнения необходимой обработки обоих концов заготовки.
Для каждой оси сервопередачи установлена шарико-винтовая пара с низким уровнем шума при перемещении и гибкая муфта, которые обеспечивают высокую точность позиционирования и точность повторного позиционирования.
Для зажима заготовки могут использоваться одна или две передние бабки в зависимости от длины заготовки. Неподвижная передняя бабка слева — основная, правая вспомогательная бабка приводится в движение сервоприводом и задействует ШВП для перемещения по направлению оси Z. Для обработки коротких заготовок можно задействовать только главную бабку; при обработке длинных заготовок можно использовать обе.
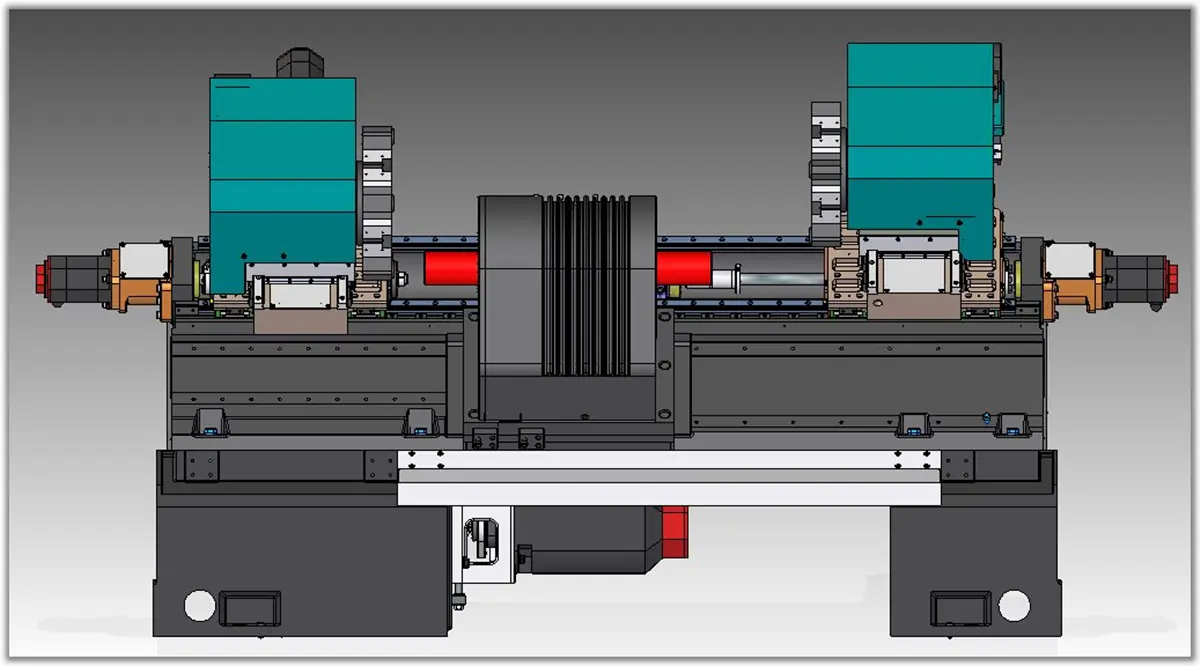
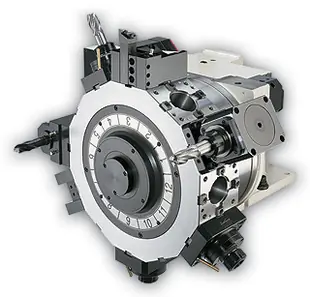
Компактная и надежная конструкция шпиндельной коробки объединяет в себе пять компонентов: шпиндель, зажимные приспособления, зажимной цилиндр, систему распределения масла и приводное устройство. Зажимные приспособления управляются гидравлическим приводом, зажимное усилие соответствует требованиям максимального крутящего момента. Конструкция приспособлений цангового типа с зажимом посередине и двумя зажимами по краям, а также зажим посередине и два кулачковых зажима по краям.
Ввиду деформации при зажиме тонкостенных цилиндрических заготовок во время обработки обычно применяются цанговые зажимы. Зажимы приводятся в движение поршнем цилиндра для реализации гибкого зажима и размыкания патрона. Деформация гибкого патрона составляет 2-3 мм (диаметр). Патрон зажимает часть заготовки по всей длине окружности, усилие распределяется равномерно, что обеспечивает небольшой уровень деформации. При высокой точности поверхности зажимаемой заготовки обеспечивается высокая точность зажима.

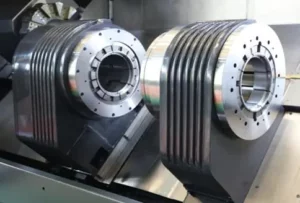
При обработке заготовок большого диаметра регулируемый захват может быть установлен в конструкцию патрона. Регулируемый захват представляет собой мягкий захват, устанавливаемый на внутреннем диаметре зажима и отличающийся высокой точностью зажима и легкостью замены.



Станок имеет модульную конструкцию, его структура, конфигурация и функции могут быть изменены в соответствии с требованиями пользователя. Существует множество вариантов держателя инструмента, которые можно использовать: держатель рядного типа, револьверного типа и силовая револьверная головка. Две держателя инструментов могут быть связаны со шпинделем одновременно или по отдельности для выполнения необходимой обработки обоих концов заготовки.

Варианты держателей инструмента:
- Двойной держатель инструмента;
- Двухрядный держатель инструмента;
- Револьверная головка;
- Инструмент левого ряда + держатель инструмента;
- Держатель инструмента + инструмент правого ряда.
Станок имеет полную кабинетную защиту и оснащен автоматическим устройством смазки и устройством удаления стружки.

Станок может быть оборудован опорной рамой, вспомогательным устройством для загрузки и разгрузки и автоматическим устройством загрузки и разгрузки.


