Процесс обработки заготовок
Двухсторонний токарный станок SCK205S с ЧПУ используется для одновременной обработки торцевых поверхностей и снятия внешней фаски, обработки внутренних поверхностей отверстий и снятия внутренней фаски, а также нарезания внутренней резьбы в соответствии со стандартами API.
| № заготовки | Макс. наружный диаметр (мм) | Длина (мм) | Мин. внутренний диаметр отверстия (мм) | Внутренняя резьба (Стандарт API) |
|---|---|---|---|---|
| Муфта
ОТТМ102-Д | ∮114 | 190 | ∮88,6 | 4 |
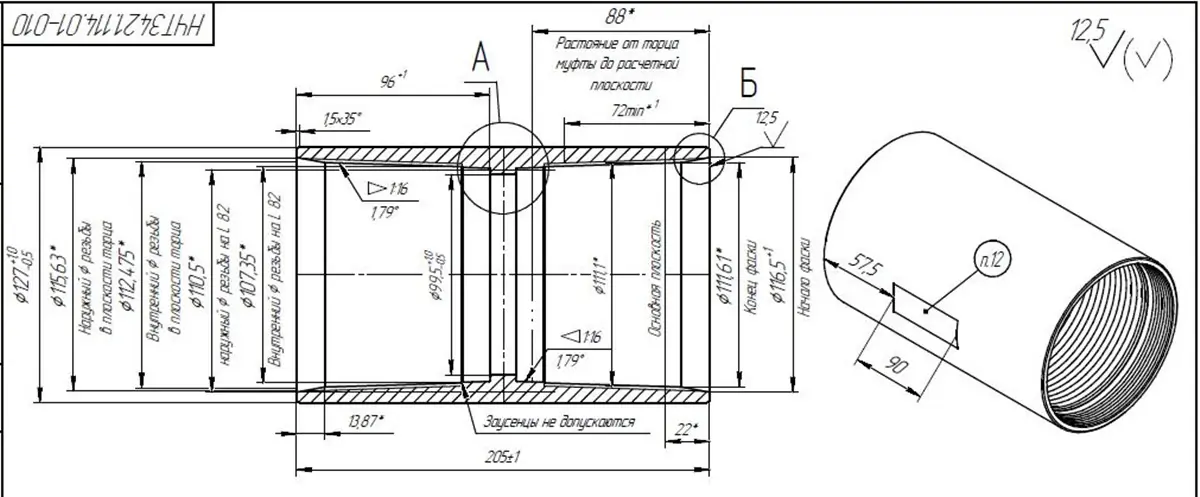
| Муфта
ОТТГ114-Д | ∮127 | 205 | ∮99,5 | 4-1/2 |
| 127 | ∮141,3 | 210 | ∮110 | 5 |
| 140 | ∮153,7 | 218 | ∮130 | 5-1/2 |
| 146 | ∮166 | 218 | ∮139,35 | 5-3/4 |
| 168 | ∮187,7 | 225 | ∮151 | 6-5/8 |
| 178 | ∮194,5 | 234 | ∮158 | 7 |
Основные особенности
В станке используется наклонная станина высокой жесткости и длиной 450 мм, благодаря которой стружка легко удаляется с поверхности обработки.
Шпиндельная коробка объединяет приспособления и зажимной цилиндр, имеет компактную структуру и надежна в эксплуатации. Приспособления зажимают заготовку гидравлически.
Для обработки муфт 4″-7″ необходимы следующие параметры:
- Максимальный диаметр зажима: φ200 мм,
- Ширина бабки: 190 мм.
Зажим цангового патрона. В эластичном патроне диаметром 2 мм установлены регулировочные кулачки для замены обрабатываемых деталей и изменения диаметра зажима.
В зависимости от типа обрабатываемой детали может потребоваться несколько расточных инструментов. Во избежание смешивания инструментов револьверная головка изготавливается на заказ с большим диаметром вращения. Чтобы сделать револьверную головку более жесткой, высота центра револьверной головки должна составлять 125 мм.

Примечание: для обработки торцевых поверхностей, внутренних поверхностей отверстий и снятия фаски подготовьте расточную фрезу для чистовой и черновой обработки.
Станок оснащен двухканальной системой управления, а резцедержатели могут быть связаны со шпинделем одновременно или по отдельности для выполнения необходимой обработки обоих концов заготовки.
Осевое позиционирование заготовок происходит с помощью позиционирующих стоек, установленных на фрезерной головке.
Для одновременного нарезания резьбы на обоих концах муфты минимизируйте количество проходов.
Мощность главного серводвигателя станка составляет 18,5/22 кВт.